??? 
位于發動機低溫壓氣機側的整體葉盤由鈦合金制成,高溫渦輪側的整體葉盤則需要由高溫合金 (HRSA) 制成。
確保加工成功的關鍵因素包括:
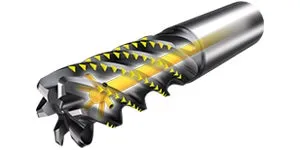
高進給側銑是加工具有挑戰性的材料的一種有效方法。小徑向切深可實現更高的切削速度以及更大的進給和切深 (由于熱量減少)、薄的切屑厚度和小的徑向力。用于鈦合金的CoroMill® Plura HFS整體硬質合金立銑刀是山特維克可樂滿獨有的一項解決方案,專為切削區域的排屑和溫度控制都至關重要的高要求工況開發而成。它獨有的冷卻增強器采用了用于改進溫度分散的專利冷卻液流槽設計。
CoroMill® Plura高進給側銑
CoroMill® 316是在要求良好的可達性時對鈦合金進行高進給側銑的首選。它經過優化的芯部設計可在長懸伸工況下確保高強度,在需要良好表面質量的條件下也有出色的表現。與Coromant EH模塊化系統相結合時能夠有效地完成懸伸可達6×D的加工。
閱讀有關用于高進給側銑的CoroMill® 316的更多信息

加工帶有槽和型腔的零件總是充滿挑戰。使用有現貨可供訂購的CoroMill® 316 Gannet銑刀加工小深槽和型腔既省時又具有成本效益。山特維克可樂滿獨有的Gannet概念專為插銑而設計,是刀具直徑有限并且需要長懸伸時的理想選擇。
了解有關CoroMill® 316的更多信息?

Coromant EH模塊化系統通過刀桿和模塊化接桿幫助您獲得所需的懸伸和高可達性。Coromant EH接口在自定心螺紋的基礎上開發而成,可確保牢固安裝和最大強度。該接口配有一個實體擋塊,因此很容易就能感覺到切削頭何時被正確緊固,并且有助于避免夾緊機構被過度拉緊。
閱讀有關Coromant EH的更多信息

由于葉片具有雙曲面,建議使用點銑法進行葉片半精加工。這項加工工藝可確保為精加工工序留出受控的余量和殘留高度。
方法:點銑,為精加工工序準備零件表面
工藝:粗加工工序后的徑向切深為0.5-3 mm (0.020-0.118英寸)。
由于雙曲面的原因,繼續進行點銑。推薦的解決方案能夠實現Ra小至0.4 μm (15.75微英寸) 的表面質量。
工藝:半精加工工序后的徑向切深為0.2 mm (0.008英寸)。
CoroMill® Plura錐形立銑刀

鉆削韌性材料 (例如鈦合金) 時,需要將許多因素考慮在內。加工安全性、重復性、孔公差和質量至關重要。采用-SM槽型的CoroDrill® 860具有堅固的設計、高質量的切削刃和耐磨的頂部涂層,能夠滿足這些關鍵考慮因素的要求。
了解有關CoroDrill® 860的更多信息