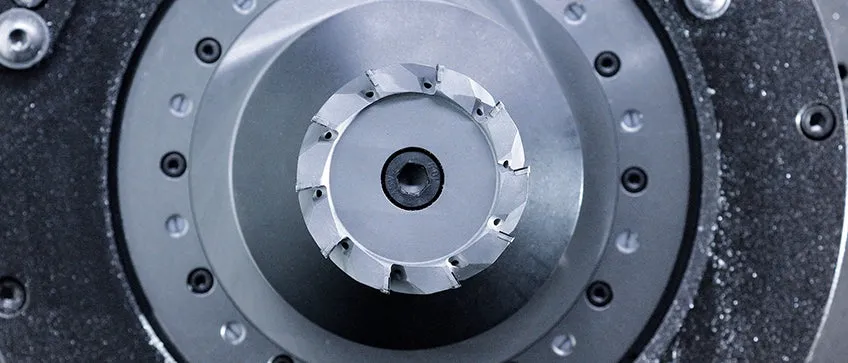
一個(gè)恰當(dāng)?shù)睦C是M5C90,一款創(chuàng)新刀具 — 一款刀具兼具粗加工和半精加工兩種能力。M5C90是一款定制型高速面銑刀具,旨在為客戶徹底消除費(fèi)時(shí)的調(diào)試操作。M5C90的每齒數(shù)量少于傳統(tǒng)刀具,主要得益于其最后一排/內(nèi)直徑上專門的徑向和軸向刀片定位 (無(wú)需調(diào)整刀片)。這種定位保證了銑削無(wú)毛刺以及出色的表面質(zhì)量,包括氣缸蓋、氣缸體、制動(dòng)系統(tǒng)零件以及所有可實(shí)現(xiàn)大切寬的鋁合金零件 (不適用于薄壁零件)。
為了舉個(gè)例子說(shuō)明使用M5C90可能獲得的益處,可考慮持續(xù)在客戶處進(jìn)行個(gè)案試驗(yàn),試驗(yàn)對(duì)象為AlSi12Cu1材質(zhì)的制動(dòng)系統(tǒng)主體閥門。所用刀具的外直徑配備10個(gè)硬質(zhì)合金刀片,內(nèi)直徑配備四個(gè)刀片 (外加一個(gè)Wiper (修光刃) 刀片),主軸轉(zhuǎn)速8000 rpm,切削速度4021 m/min (13,192英尺/分鐘),進(jìn)給率0.25 mm/齒 (0.009英寸齒)。此外,軸向切深2 mm (0.078英寸),徑向切深140 mm (5.51英寸),金屬去除率5600 cm3/min (342立方英寸/分鐘)。雖然刀具的壽命到底如何還有待檢驗(yàn),但是已知的一個(gè)事實(shí)是:同樣款式的刀具在工作了18個(gè)月后至今仍留在機(jī)床內(nèi)繼續(xù)效力。
如果需要一款還能對(duì)薄壁鋁合金件 (例如齒輪箱殼體和箱體件) 進(jìn)行精加工的刀具,山特維克可樂(lè)滿還有另外一款同樣高效的刀具可供選擇,即:M5F90。M5F90是又一款只需一道工序即可完成粗加工和精加工兩種加工的便捷刀具。刀體直徑25-80 mm (0.98-3.15英寸),配備焊接PCD刀尖,專用于薄壁鋁合金件的加工以及點(diǎn)銑和面銑工序。每一個(gè)刀尖都配有粗加工和精加工兩種切削刃。粗加工區(qū)域作為傳統(tǒng)銑削刀具使用,所有切削刃均為一致的直徑和高度;而精加工區(qū)域由徑向軸向步進(jìn)式切削刃構(gòu)成。這種概念促成了密齒距,從能夠?qū)崿F(xiàn)無(wú)毛刺的加工和出色的表面質(zhì)量。
另外也大幅節(jié)省了時(shí)間,這一點(diǎn)從某個(gè)客戶個(gè)案試驗(yàn)就可看出,即:對(duì)鋁合金 (Si含量高) 氣缸蓋進(jìn)行面銑加工。在這個(gè)案例中,相比競(jìng)爭(zhēng)對(duì)手的一款特制PCD刀具,M5F90不僅使生產(chǎn)周期縮短了150%,而且徹底避免了毛刺的生成。切削參數(shù):主軸轉(zhuǎn)速15,915 rpm;切削速度2000 m/min (6562英尺/分鐘);進(jìn)給率0.16 mm/齒 (0.006英寸/齒);切削深度1.5 mm (0.06英寸)。
還有一個(gè)關(guān)于M5F90的實(shí)例,是關(guān)于鋁質(zhì)鏈條盒的生產(chǎn):相比競(jìng)爭(zhēng)對(duì)手的63 mm (2.48英寸) 直徑可轉(zhuǎn)位刀具 (配有六個(gè)PCD刀片),M5F90的生產(chǎn)周期縮短了44%。此外,得益于該方案,之前必不可少的去毛刺工序再無(wú)用武之地。
另外一個(gè)新款非標(biāo)刀具是M610,用于雙金屬接面發(fā)動(dòng)機(jī)氣缸體頂面的銑削加工,通常是鋁合金和灰口鑄鐵 (CGI) 這兩種金屬。
一系列熱特性和機(jī)械特性使雙金屬材料的加工充滿挑戰(zhàn)。現(xiàn)有用于該應(yīng)用的銑削刀具復(fù)雜且需要調(diào)節(jié),因此使生產(chǎn)率打了折扣。此外,該類刀具還經(jīng)常在零件的GCI部位發(fā)生崩刃。
而M610完全相反,它無(wú)需裝夾,也無(wú)需調(diào)整,在采用高進(jìn)給率時(shí)也不會(huì)導(dǎo)致崩刃,也不會(huì)使零件產(chǎn)生毛刺或刮痕。這種能力非常重要,因?yàn)楸砻骅Υ糜锌赡軐?dǎo)致氣缸體和氣缸蓋之間產(chǎn)生泄漏,進(jìn)而有損功率和性能。一些全球性的汽車OEM已經(jīng)因?yàn)椴捎昧薓610而受益匪淺。
以其中一個(gè)客戶為例,其在雙金屬發(fā)動(dòng)機(jī)體的燃燒工作面精加工方面贏得了巨大的競(jìng)爭(zhēng)優(yōu)勢(shì)。同競(jìng)爭(zhēng)對(duì)手的一款配有刀卡的可調(diào)刀具相比,M610的刀具壽命提升了833%之多,加工零件數(shù)量超過(guò)4000件,而競(jìng)爭(zhēng)對(duì)手的刀具只加工了480件。而且,M610的速度快9倍。配有15個(gè)刀片的M610的切削參數(shù)如下:切削速度3000 m/min (9843英尺/分鐘);進(jìn)給速度5720 mm/min (225英寸/分鐘);主軸轉(zhuǎn)速3820 rpm;進(jìn)給率0.15 mm/齒 (0.006英寸/齒);加工鋁合金的切削深度0.5 mm (0.02英寸),加工鑄鐵的切削深度0.05 mm (0.002英寸)。

該系列的其他刀具包括M5Q90切向粗加工刀具,只需一道工序即可完成第一階段的毛坯加工 (鑄造之后初次進(jìn)行的表面加工),沒(méi)有毛刺。該刀具配備PCD切向刀片,可實(shí)現(xiàn)順暢而穩(wěn)定的切削作用,從而降低功率消耗并消除振動(dòng)。
鋁合金氣缸蓋和氣缸體就是M5Q90刀具的受益零件之一。舉例來(lái)說(shuō),缸蓋的鑄造毛坯加工工序一般包括軸承面加工、進(jìn)/排氣面加工和燃燒室面加工。在某個(gè)客戶案例研究中發(fā)現(xiàn):通過(guò)臥式機(jī)床中心對(duì)AS-9鋁合金氣缸蓋鑄造件進(jìn)行面銑粗加工,刀具壽命表現(xiàn)相當(dāng)出色。切削速度3000 m/min (9843英寸/分鐘),每齒進(jìn)給0.2 mm (0.008英寸),軸向切削深度2.0 mm (0.079英寸) (完全吃刀達(dá)到40 mm (1.57英寸),最后產(chǎn)出零件超過(guò)10,000件。
另外還有一款刀具是M5R90,用于第二階段的粗加工/半精加工。這款標(biāo)準(zhǔn)刀具采用可調(diào)刀卡,能夠以0.4或0.8 mm (0.016或0.031英寸) 的半徑實(shí)現(xiàn)最大8 mm (0.315英寸) 的切深,具體取決于所用的刀卡。易于調(diào)節(jié)的刀卡有益于很多汽車應(yīng)用,最近一個(gè)客戶的試用就體現(xiàn)了這種益處:主要是對(duì)發(fā)動(dòng)機(jī)蓋進(jìn)行面銑加工。比起在市場(chǎng)上占據(jù)大份額的競(jìng)爭(zhēng)對(duì)手的刀具產(chǎn)品,以MRHB Si12鋁合金材質(zhì)鑄造而成的M5R90表現(xiàn)相當(dāng)出色。在各項(xiàng)切削參數(shù)完全一致的前提下,M5R90將刀具壽命從8000個(gè)工件提升到10,000個(gè)。此外,由于刀卡移動(dòng),競(jìng)爭(zhēng)對(duì)手的刀具在每加工1000個(gè)零件后需要調(diào)整一次,這樣有損表面質(zhì)量。而與此形成鮮明對(duì)比的是,M5R90在需要進(jìn)行任何調(diào)節(jié)前能夠堅(jiān)持加工出8000個(gè)零件。
該系列還包括M5B90超級(jí)精加工面銑刀具,刀片擁有專門的軸向和徑向位置。這種配置,加之Wiper (修光刃) 刀片,確保了出色的表面質(zhì)量,且無(wú)毛刺,這是一家載客汽車氣缸蓋制造商最近的真實(shí)發(fā)現(xiàn)。該公司當(dāng)時(shí)正在經(jīng)歷加工過(guò)程不穩(wěn)定和毛刺問(wèn)題,而另一個(gè)問(wèn)題是刀片壽命不確定,主要原因是刀夾的調(diào)整位置在每次調(diào)整時(shí)略有差異。換用了M5B90刀具后,實(shí)現(xiàn)了流暢的精加工,且磨損情況可預(yù)測(cè)、無(wú)毛刺。該刀具僅產(chǎn)生非常薄的切屑,很容易在切削過(guò)程中去除,從而避免了對(duì)零件表面造成任何損害。此外,換用M5B90之后的刀具壽命從平均30,000個(gè)工件提升到了45,000個(gè)。
還可向客戶提供CoroDrill®和CoroTap®系列鉆削和攻絲刀具作為同系列汽車鋁件加工解決方案的一部分,正如向客戶提供標(biāo)準(zhǔn)的CoroMill® Century 590面銑精加工刀具一樣。
無(wú)論何種情況,正如客戶案例所示,有一點(diǎn)是切實(shí)存在的,那就是:確實(shí)能夠縮短生產(chǎn)周期和降低單個(gè)零件成本,同時(shí)又能提升刀具壽命和質(zhì)量。在汽車行業(yè),因?yàn)榇罅可a(chǎn)司空見(jiàn)慣,所以哪怕生產(chǎn)周期的縮短非常有限,但是累積起來(lái)卻能夠成就巨大的經(jīng)濟(jì)回報(bào)。記住這一點(diǎn),就很難忽略有能力創(chuàng)造可觀回報(bào)的任何技術(shù)。