摒棄多把刀具的繁雜,僅需一把銑削刀具,提升鋁材料加工
汽車行業(yè)面臨著一個關于“重量”的進退兩難的困境。例如2017年在美國生產(chǎn)的所謂輕型車輛,平均重量達4,044磅——所以說,它們并不總是名副其實。新的零部件和技術使車輛重量增加,但同時從環(huán)境方面考量又要求制造商要想辦法減輕重量。作為輕型材料的金屬鋁能夠解決這個難題,但是它的銑削和加工面臨挑戰(zhàn)。在本文中,全球金屬切削領域的領軍企業(yè)山特維克可樂滿汽車部的全球經(jīng)理愛德華多·德波諾 (Eduardo Debone) 為我們講解如何通過單工序銑刀擺脫困境。
金屬鋁將永遠被視為可以“成就飛行夢想”的材料。鋁材料在航空領域的應用甚至早于1800年代晚期第一架飛行器的誕生,即:斐迪南·馮·齊柏林伯爵 (Count Ferdinand Zeppelin) 所打造的著名的鋁框架同名飛艇:齊柏林飛艇。鋁材料的輕量特征使其時至今日依然受歡迎。例如其應用于汽車發(fā)動機,有助于大幅減輕車輛重量和節(jié)約燃油
再比如,同樣是交通領域,一輛歐洲載客轎車的動力系統(tǒng)通常包含大約80千克鋁材料,這使得諸如發(fā)動機和齒輪箱這類部件成為倍受關注的減重措施首選。鑒于鋁材料越來越受歡迎,機床刀具制造商就需要專門的切削刀具解決方案來使金屬鋁成為更理想的工件材料佳選。

零件復雜性
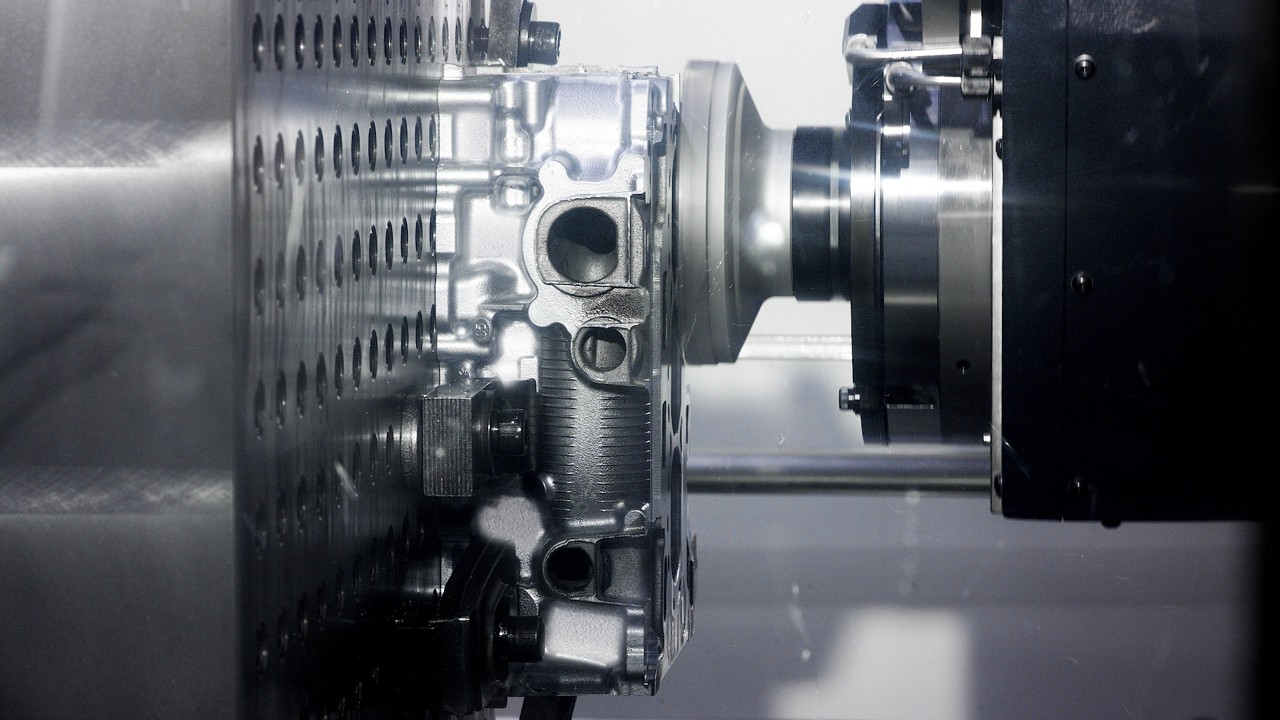
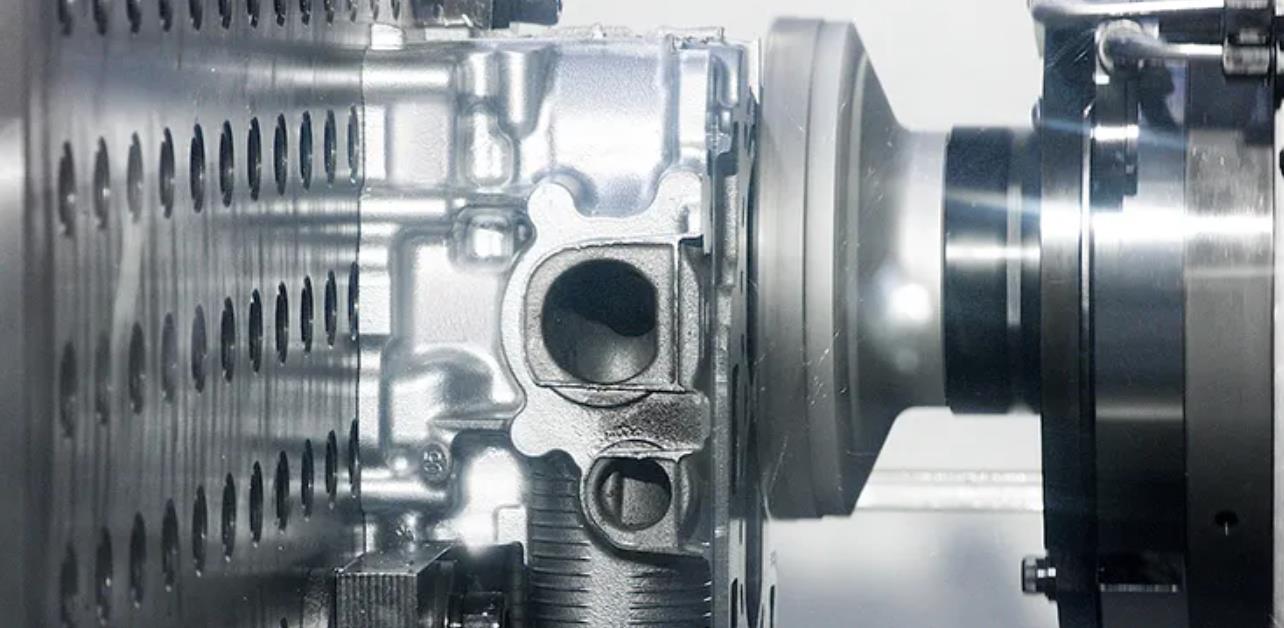
氣缸體是車輛發(fā)動機的主要構(gòu)件,其負責容納若干移動部件,這些部件合力生成車輛移動所需的動力。多年來,氣缸體都是由鑄鐵材料打造的,但如今的乘用車為了減輕重量普遍選擇鋁合金材料。
在汽車零部件生產(chǎn)中,氣缸體的制造所涉及的機床數(shù)量最多,工藝流程也往往較為復雜,且所允許的公差范圍小。一些關鍵和復雜的汽車零部件 (如氣缸體) 的粗加工和精加工是一個昂貴且耗時的過程。整個過程需要用到若干不同刀具,這就意味著裝夾調(diào)試的頻率增多且需要更多冷卻液來降低摩擦加劇而產(chǎn)生的熱量。
發(fā)動機的氣缸蓋也是同樣關鍵的部件,往往也使用鋁材料打造。氣缸蓋負責將空氣和燃料輸送到燃燒室;同時由于它位于氣缸體頂部,所以也負責容納多種部件,如氣門、火花塞和燃料噴射器等。同氣缸體一樣,氣缸蓋也需要復雜精細的高質(zhì)量加工。
的確,鋁材料比鑄鐵材料要輕,但同時它也要軟得多。因此,糟糕的工件表面質(zhì)量、產(chǎn)生毛刺以及不均勻的刀具磨損都是常見現(xiàn)象。那么,汽車制造商該如何戰(zhàn)勝這些挑戰(zhàn),縮短生產(chǎn)周期、提高表面質(zhì)量和節(jié)約成本呢?
“一序到位”的單工序解決方案
作為金屬切削領域的專家,山特維克可樂滿發(fā)現(xiàn):創(chuàng)新的本質(zhì)在于簡單。以單工序解決方案取代多刀具進行面銑加工,鋁材料加工方面的很多難題都可以迎刃而解。所謂單工序解決方案采用的是多功能型銑削刀具,即:同一把刀具可提供粗加工和精加工兩種能力,因此減輕了鋁材料所承受的切削力,進而實現(xiàn)更高品質(zhì)的加工效果。
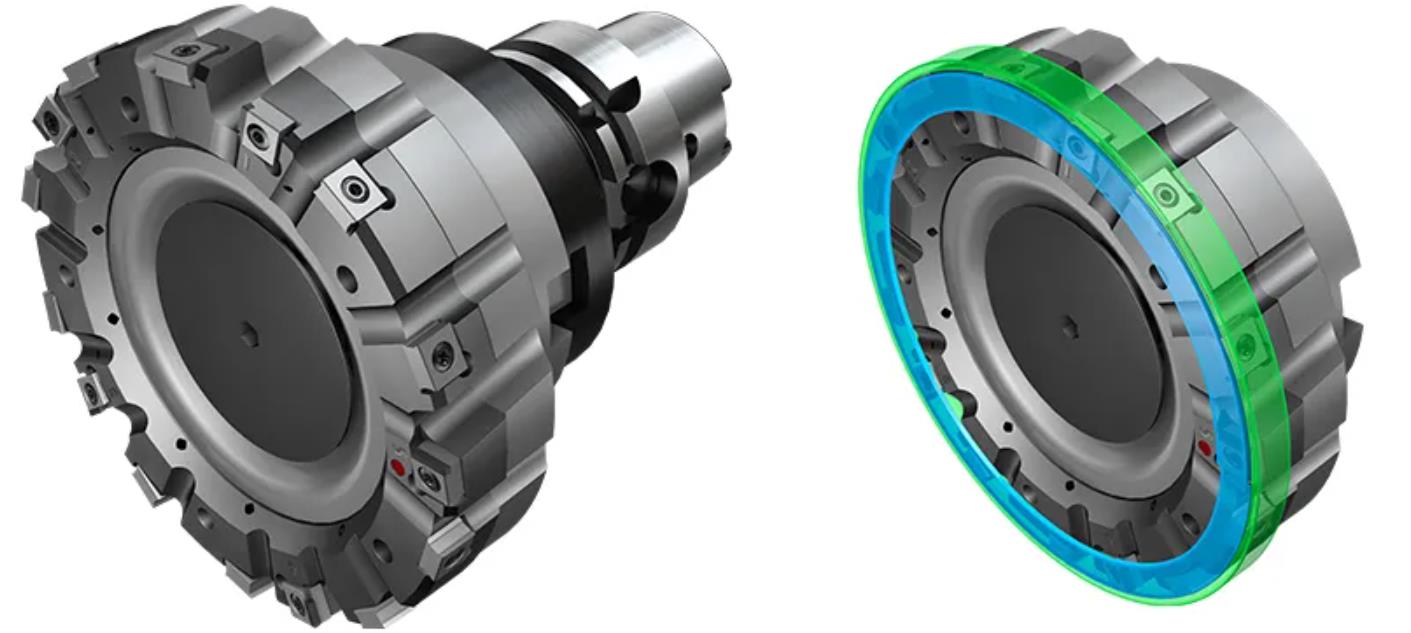
山特維克可樂滿的鋁材料加工解決方案包括若干獨特的專利刀具設計,可實現(xiàn)無故障、精準且無毛刺的銑削加工。其中包括我們的 M5C90鋁材料銑刀,屬于M5產(chǎn)品系列,專門用于氣缸蓋、氣缸體及所有鋁材料零部件的粗、精面銑加工,推薦用于大切寬銑削,不適用于薄壁零部件。該刀具能夠完成從粗加工到精加工的整個工藝過程,一序到位。
至關重要的是,該刀具能夠僅僅通過一次走刀就完成從粗到精的整個銑削過程,且很多情況下,銑削深度可高達六毫米。我們已經(jīng)見證了其顯著成效:刀具壽命延長了五倍之多,生產(chǎn)周期縮短了足有200%。
M5系列刀具的一個關鍵特性是其階進技術。一系列精準而耐用的多晶金剛石 (PCD) 刀片按照圓周環(huán)形布局,一層一層逐漸、少量地剔除工件材料,包括軸向和徑向。此外,刀具的最后一個齒采用wiper修光刀片設計,保證出色的表面質(zhì)量和平面度。wiper修光刀片和其他刀片的位置都是固定的,因此這也取消了復雜而耗時的調(diào)刀工藝。雖然一個汽車鋁部件的整個制造過程需要若干刀具,但這一多功能性的解決方案使鋁材料在加工過程中免于承受很多切削力。
作為汽車行業(yè)持續(xù)的環(huán)保性能追求的一部分,選擇恰當?shù)牟牧蠈⒊蔀檐囕v減重策略不可缺少的一部分。同時,諸如M5C90鋁材料銑刀這樣的刀具所實現(xiàn)的更簡單的加工方法為制造商提供了一種能夠滿足復雜的鋁材料各種加工要求的方式。如此看來,也許,鋁材料可以順理成章地成為解決汽車行業(yè)“重量”困境的一劑良方。